


Active Companies

Good Harbour Laboratories Ltd. – Environmental Technology Testing
Monteco owns and manages a 23,000 square-foot R&D Centre, Good Harbour Laboratories, located in Mississauga, Canada. Founded in 2005, the lab has developed numerous proprietary products in-house as well as continuing to provide services for emerging companies and technologies.
Our research scientists and product-testing facility assist innovators in bridging the gap between concept and product. Good Harbour specializes in supporting the development and commercialization of technology that protects the environment. Our scientists are connected with universities that research and innovate across the environmental and technology spectrum.
Good Harbour Laboratories Ltd.
2596 Dunwin Drive,
Mississauga, ON
L5L 1J5 Canada
T: 905 696-7276
F: 905 696-7279
info@goodharbourlabs.com
www.goodharbourlabs.com

Imtex Membranes Corp. – Innovative Membrane Technology
Imtex Membranes is a leading innovator of advanced membrane separation technology currently focusing on the commercial deployment of patented olefin/paraffin separation systems for application in the petrochemical and refining industries. Imtex Membranes currently possesses the only high performance, commercially viable alternative to traditional distillation technology for olefin purification and extraction – the Permylene™ membrane system.
Imtex’s disruptive membrane technology is a lower cost and more energy efficient solution for this fundamental process in the $200 billion olefins production industry. The technology’s potential for substantial economic and environmental benefits is poised to set new standards across the industry.
Imtex Membranes continues to develop membrane separation technology for a range of other applications including oxygen concentration from air and additional olefins purification uses.
Imtex Membranes Corp.
2596 Dunwin Drive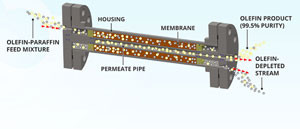
Mississauga, ON
L5L 1J5 Canada
T: 1(905) 363-0111
TF: 1(888) 966-9657
F: 1(905) 363-0112
info@imtexmembranes.com
www.imtexmembranes.com